





 扫一扫
扫一扫


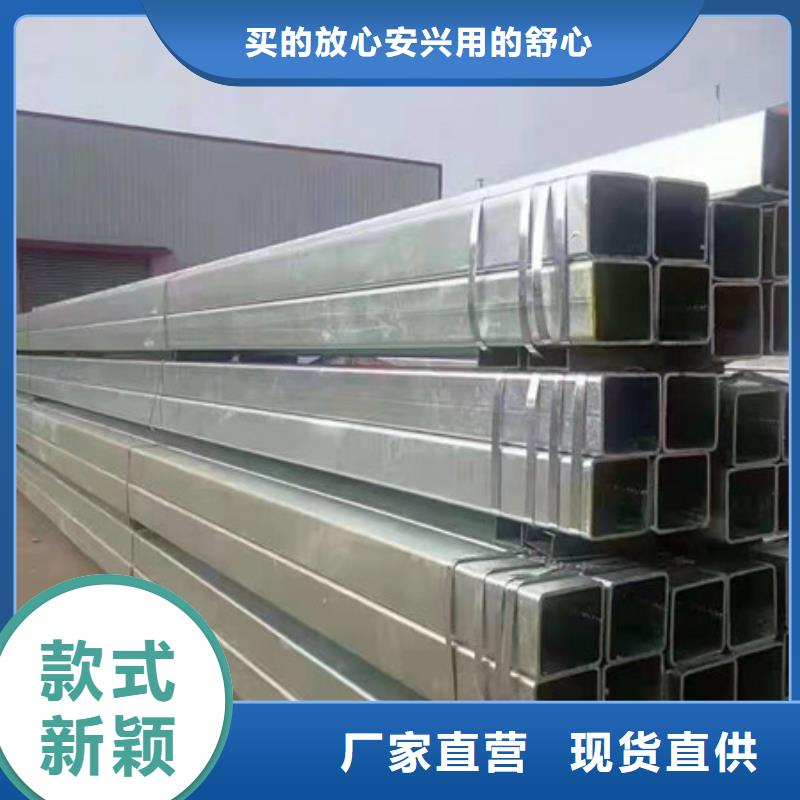
热镀锌管
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。
热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。



融拓金属材料(小河区分公司)所生产的 [钢管]产品均为优良的原材料生产, [钢管]产品质量过硬,产品齐全,并且接受加工定制。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。我们始终坚持‘以质量求生存、以信誉求发展’的宗旨,以专业的技术,专业的意识,争创专业的 [钢管]产品。以低的价格,为顾客创造很高的效益。我们以专业的服务,欢迎国内外客户来人、来电洽谈。


镀锌方矩形管强度降低时,应严格区分上下屈服点。上述屈服点是指试样屈服前 应力和力的减小。下屈服点是屈服阶段的小应力,忽略了初始力矩的必要影响。硬度指标主要是指金属材料表面抵抗硬物压痕的能力,称为热镀锌矩形管的硬度范围。
根据试验方法和适用范围的不同,硬度可分为布氏硬度、维氏硬度、肖氏硬度、洛氏硬度、显硬度和高温硬度。热镀锌矩形管常用布氏硬度、洛氏硬度和维氏硬度。
热镀锌矩形管的质量在许多方面得到了严格的考虑,生产中也有一定的工艺。如果不能及时有效地检测出热镀锌矩形管的质量,则制造商将无法向买方交货。
镀锌钢管是一种可以经过冷轧、热轧两种不同的镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管。也可以将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌钢管。




技术支持:s797.com